The source | network
The full text totals 4821 words, need to read 13 minutes, the following is the main text:
01
Overtaking Ford in a ruin? Is Toyota's success just the TPS?
In fact, these are all wrong. The reason for this is that many people regard the tools and techniques used by Toyota as the secret to the success of corporate transformation, and do not deeply understand the hidden forces that support the evergreen foundation of Toyota.
Many people think that TPS is just a use of Kanban, lamps, automation systems, single-piece flow, or U-shaped work teams, so they began to invest in retrofitting the production line to install Kanban, but the result always ended in failure.
The reason is that these companies regard the tools and techniques of TPS as the secret of the success of corporate transformation.
It has to be admitted that these tools, methods and techniques have bred the revolution brought about by lean production in the world, but this is definitely not the essence of Toyota's production management.
In order to better understand the essence of Japanese enterprise TPS, we first put forward three questions, in fact, these three questions are the essence of TPS, understand these three questions, it is not difficult to understand why Chinese enterprises learn from Japan always draw tigers and do not become anti-dogs.
1. What is the essence of Toyota's success in implementing TPS?
2. What is the core of implementing the operational level of lean manufacturing?
3. What is Lean Manufacturing 3M?
In fact, these three problems follow the logic from the core to the form, and the way we understand the matter happens to be gradually deepening from the appearance to the substance, so we may as well start from the second question and look for the logic and inner spirit of the birth of TPS from the development of Toyota.
02
TPS is at the heart of the production operations level
Let's first analyze the background of the birth of TPS:
After World War II, Japan was undergoing post-war reconstruction, and its automobile industry was like a baby with teeth and teeth, facing a huge dilemma that is difficult for companies today to imagine.
In 1950, Toyota's boss, Eiji Toyoda, returned to Japan from a car factory inspection in the United States, called the then Toyota general manager Ōno Tonai to his office, and naturally and very calmly handed over Tono Tono a new job, that is, to try to improve Toyota's manufacturing process, with Ford's productivity as the goal, to improve Toyota's productivity level.
Compared to Ford, Toyota faces many difficulties:
The market demand for the Ford Model T is very large, so Ford implements mass production in order to meet the needs of the market. But Toyota faces a different market, and it must build many low-volume models with a single assembly line to maintain its attractiveness to the market.
Ford had sufficient funds to ensure that they implemented mass production, Toyota was poor at the time, in order to ensure that the capital chain did not have a tragic break, Toyota must be able to quickly circulate funds.
Ford had the wealth to build its own huge warehouses and workshops, while Toyota could not invest a lot of money in building warehouses and factories.
It's almost an unimaginable task, almost a mantis arm blocking the car, not measuring up to it.
03
But this is not the case, toyota Eiji may have been in the chest before making this decision, the plan is already in the hands.
After a field trip to the United States, Toyota was surprised to find that this large-scale production method in the United States did not change much from the 30s to the 50s, and that there were many shortcomings in the way itself.
Toyota Eiji saw that the production equipment made a large number of work in process, stacked together, waited until one batch was full, and then sent to another department; then stacked for a while, and then sent to the next process.
Mass production leads to intermittent processes that greatly delay lead times and take up a lot of space.
The only way to reduce the average cost per unit is to make those expensive equipment continue to be produced and employees to work non-stop.
Companies reward department managers who produce more work-in-process, keeping machines and employees busy, while batches of defective products hidden in mass production go undetected for weeks.
Toyota Eiji sees all of this in their eyes, but also sees their chance to catch up and surpass.
After receiving the instructions from Eiji Toyota, Ohno visited the United States again, and at the same time studied Henry Ford's book "Present and Future", it was Ford's concept and idea of establishing a continuous and uninterrupted process that allowed Otome to find the magic weapon to defeat the enemy, and at the same time, Ohno also deepened Ford's thinking:
1. The process not only needs to be continuous and uninterrupted, but also the flow should be the smallest possible batch size, preferably a single piece flow (single piece flow);
2. Employees must be adept at continuously improving processes to make them smoother, less time-consuming, and less likely to have quality issues.
04
Combining the above two points, Ohno has finally succeeded in designing a production method that can be flexibly changed according to customer needs and at the same time can improve efficiency, and perfected and put into practice, that is, single-piece flow.
Thus laying the foundation for Toyota to become the new hegemon of the automotive industry, and also creating a manufacturing model that changed the world.
So, the original essence of TPS and its most essential part is to establish a continuous, uninterrupted process, and at the operational level, the single-piece flow is undoubtedly the core principle.
Other tools for lean manufacturing, such as fast changeovers, standardization of work, and pull-and-pull production methods, were all developed to create uninterrupted operating processes.
Single-piece flow with 3M
Understanding the core principles of the TPS operational level, let's learn about Toyota Lean Production 3M, which is to answer the third question we got earlier.
It is easy to understand that the single-piece flow is the perfect way to meet the needs of lean production, each step in the process produces the product needed for the next step in a minimum batch size in a cycle time, and a continuous and uninterrupted production process can be established.
05
It requires smooth, rhythmic, smooth, and overall efficiency-oriented production, and every step should be so, not fast or slow, just like the heartbeat must maintain its own regularity.
And the situation in reality is often not as simple and beautiful as we think. In the specific implementation and implementation of such a production method, we will encounter many unexpected difficulties and situations.
With the large-scale promotion of the Toyota model, the order-based production model has swept the world, and all companies hope to make the products that customers want when they have orders, which is the ultimate goal of lean production methods, but it also conflicts with the characteristics of industrial production.
For example, changes in market demand, changes in production varieties, changes in the supply of accessories, and even changes in personnel and technology will lead to fluctuations in the flow of single pieces.
So how do we avoid and deal with these possible difficulties? In fact, many of Toyota's tools and methods are to ensure and improve the flow of single pieces, and Toyota's 3M was born.
The 3M mentioned here is not the 3M company in the United States, but the three production phenomena mentioned in the "Toyota model" that need to be eliminated and avoided.
06
The first M is muda, which means waste in Japanese, and everyone on the earth knows that eliminating waste is very important, so I won't say more.
The second M is muri, which refers to the overload of employees or equipment.
In a sense, muri is the opposite of muda, muri is to push people or machines beyond the limit, overload production will lead to safety and quality problems, so muri is also a phenomenon that we must eliminate.
The third M is called mura, which means unbalanced and uneven. Literally, mura is actually the fusion of muri and muda, and in fact, the production of mura is also the result of the alternate coexistence of muri and muda.
Because the market is unpredictable, and there are often "little things" like downtime, missing parts, or quality issues that happen inside your factory, which causes your production to be in a state of volatility.
There is no smooth production schedule, and the uninterrupted process has become a castle in the air. How to achieve stable and stable production? Toyota began a grueling exploration, and muri and mura were born.
On the whole, the customer's purchase demand is unpredictable, in order to be able to achieve the smooth production of their own production in a changing environment, the only way is to rely on a small amount of buffer inventory or parts stack to ensure the smooth flow of single pieces. This was the inspiration that Ono Tookichi took from observing the replenishment system of supermarkets.
With such a buffered finished product inventory, you can guarantee the production of daily quantitative products according to the established beat and time: when there are many orders, the buffer inventory ensures that you will not work overtime to achieve the production plan; When there are few orders, all you have to do is replenish the buffer inventory you consume.
"By tolerating this small waste, you can avoid causing even more waste to your entire production process and supply chain."
07
In fact, the imbalance is not only caused by the change in the overall quantity, but also an imbalance in the supply relationship between the various processes within production that needs to be eliminated.
In the case of the overall quantity, the types of products are different, the quantity of various products is also different, and each product will also be unevenly produced in the production process.
Toyota's solution is to equalize production planning.
Although a small amount of buffer inventory kanban system is used to solve the problem of imbalance, this buffer inventory must not be very large, and its buffering capacity is limited.
In order to completely solve the problem of imbalance, Toyota considered how to arrange the production plan from the beginning, which introduced the equalization of the production plan, that is, how to formulate the output quantity of each product according to the beat of different parts.
Here is a picture to let everyone intuitively understand Toyota's approach:
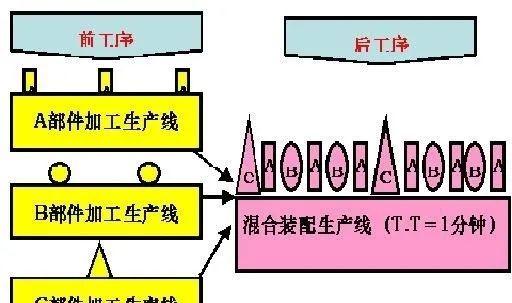
As shown in the figure, the A component production line produces 3 products per unit of time, B is 2, C is one, in the mixing line to meet the smooth operation of the upper and lower processes, it is necessary to ensure that the speed of consuming parts per unit time is synchronized with the speed of the previous process.
08
In fact, Toyota is doing exactly this, which is why every 4 crowns in Toyota's factory in Tianjin must produce 1 Ruizhi, which is to ensure the smooth feeding of the forward process.
This is a misunderstanding of many companies now engaged in lean production, only to see the elimination of muda this aspect, but more important to achieve smooth production and keep the process balanced is thrown into the trash as a useless rag.
The essence of TPS success
By looking back at the development history of Toyota TPS, it is not difficult to see that many methods of lean production are gradually enriched and perfected in practice.
But why was TPS born at Toyota, and why did it sum up so many working methods to ensure TPS production? In fact, the answer to this question is the first question we asked: the essence of Toyota's success in implementing TPS!
The Toyota model can be summarized in two pillars: "continuous improvement" and "respect for employees".
Continuous improvement is the basic approach of Toyota Motor Corporation to run a business, it challenges everything and, more importantly, creates a spirit of continuous learning, embraces and sustains an environment of change.
To create this environment, we must respect our employees. Toyota achieves teamwork and unleashes everyone's creativity by actively involving employees in the improvement of their work.
We illustrate the essence of the Toyota model with the development of the single-piece flow in lean production.
09
Some TPS masters comment on the single-piece flow this way:
1. The single-piece flow is a very demanding process, the problem must be detected quickly, and it needs to be solved quickly, otherwise production will stop. This forces companies and employees to develop the sense of urgency needed to respond to corporate problems (Lean Thinking).
2. In the manufacturing method of the single-piece flow, if there is a problem, the entire production line will be suspended, which seems to be a bad production system.
However, when production stops, everyone is forced to solve the problem immediately. So everyone is forced to think about the solution, through thorough thinking. Team members grow and become more competent.
In other words, we create confusion that forces us to try to solve this problem (Teruyuki Minoura, former president of Toyota Motor Manufacturing Corporation in North America).
3. Inventory makes people develop the bad habit of not facing and dealing with problems immediately, and if you don't deal with problems immediately, you can't improve your processes. Single-piece flow and continuous improvement are like conjoined babies (The Toyota Way).
The language of the masters helps us understand the flow of one pieces.
In short, the significance of the single-piece flow is not only that the implementation of the single-piece flow shortens the delivery cycle, reduces the inventory in process, and improves the quality and quality.
More importantly, when a problem occurs, the single-piece flow forces all members to participate in the solution of the problem, and at the same time requires the problem to be solved quickly and thoroughly, which is the continuous improvement of the Toyota model and the inherent performance of full participation.
10
In fact, the single-piece flow of the work team, need to have a strong discipline and a high degree of consciousness to maintain its operation, and many companies do not have such an ability at the beginning, the formation of such ability requires a painful process of nirvana. Only after surviving the challenges and pains can we achieve quite remarkable results.
This painful nirvana process is exactly the result of the cooperation of Toyota employees in a team atmosphere of respecting humanity and employee creativity, and many tools have been born to ensure the smooth operation of the production process.
Therefore, everyone should understand that respecting employees, motivating employees to actively participate in improvement, and building a learning enterprise is the key to the cultural level of TPS, and single-piece flow is the core principle of TPS operation level.
At the heart of Toyota's success is its ability to build leadership, teams, and culture, as well as to build and sustain a learning enterprise.
Toyota's continued use of TPS tools and methods must be attributed to Toyota's business philosophy based on understanding and motivating employees.
The reason why many Chinese companies cannot digest single-room flow is that they do not understand the challenges and pains of continuous improvement, resulting in giving up and retreating to the same path as soon as they find out what the company must pay.
Unfortunately, many Chinese companies do not understand the essence of the single-piece flow.
They think it's a good concept to show the benefits of an uninterrupted process like a toy, but not when the practical application of this concept leads to some short-term cost increases and lead times.
For a long time, humanitarians have always criticized the assembly work on the spot in production and manufacturing enterprises as the most tedious, depressing and humble work in enterprises, depriving grass-roots employees of their ability to think.
At Toyota, it's not just management, finance, human resources, and sales that focus on improving their processes, but grassroots employees get the same rights and obligations to try to improve the way they work, identify valuable processes that meet customer requirements, and innovate them.
In this sense, Toyota is a true learning company that has been learning and evolving for almost a century. Therefore, we engage in lean production in the enterprise, and the most important thing is to establish a culture of respect for employees, let all employees participate, exert the creativity of all employees, and create a learning organization.
Only in this way can the improvement be sustained, and the idea of pursuing perfection and excellence be integrated into the blood and bone marrow of the enterprise.
This is not a flashy rhetoric, but a standard pursued by Toyota's high-level executives and down to the factory's actual implementation of value-creating grass-roots employees in their work, such a way of action, so that the employees' enterprising spirit and creativity can be maximized.
It is this double helix structure that makes Toyota the banner and frontrunner of other companies in the world on the road to improvement and change.
Such a company, no matter what production method it uses, can succeed even without the help of Kanban.
Article Editor: Blean
![Nobu Kawada: A representative misunderstanding of the Toyota production method (lean manufacturing) by Chinese companies[fig]](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACwAAAAAAQABAAACAkQBADs=)