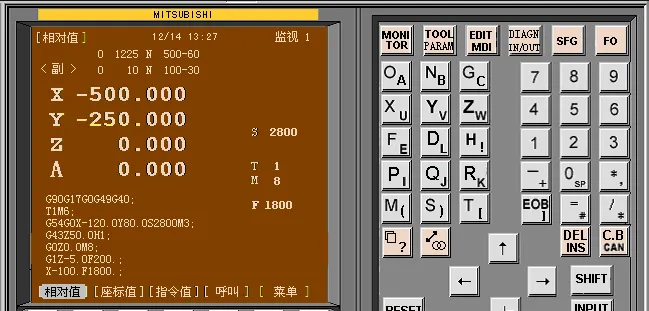
一、操作面闆
二、 軟體界面
鍵盤及功能鍵介紹
功能鍵說明:
Ø MONITOR – 為坐标顯示切換及加工程式呼叫
Ø TOOL/PARAM – 為刀補設定、刀庫管理(刀具登入)及刀具壽命管理
Ø EDIT/MDI – 為MDI運作模式和程式編輯修改模式
Ø DIAGN/IN-OUT – 為故障報警、診斷監測等
Ø FO – 為波形顯示和PLC梯形圖顯示等
三、 機械操作面闆

四、常用操作步驟
(一)回參考點操作
Ø 先檢查一下各軸是否在參考點的内側,如不在,則應手動移到參考點的内側,以避免回參考點時産生超程;
Ø 選擇"原點複歸"操作模式,分别按 -X 、+Y 、 +Z 軸移動方向按鍵選擇移動軸,此時按鍵上的訓示燈将閃爍,按"回零啟動"按鍵後,則 Z 軸先回參考點,然後 X 、 Y 再自動傳回參考點。回到參考點後,相應按鍵上的訓示燈将停止閃爍。
(二)步進、點動、手輪操作
選擇"寸動進給"、"階段進給"或"手輪進給"操作模式;
按操作面闆上的" +X "、" +Y "或" +Z "鍵,則刀具相對工件向 X 、 Y 或 Z 軸的正方向移動, 按機床操作面闆上的"- X " " -Y "或"- Z "鍵,則刀具相對工件向 X 、 Y 或 Z 軸的負方向移動;
(二)點動、步動、手輪操作
如欲使某坐标軸快速移動,隻要在按住某軸的"+"或"-"鍵的同時,按住中間的"快移"鍵即可。
"階段進給" 時需通過 "快進修調"旋鈕選擇進給倍率、"手輪進給" 時則在手輪上選擇進給率。
在"手輪進給" 模式下,左右旋動手輪可實作目前選擇軸的正、負方向的移動。
(三)MDI 操作
Ø 使用位址數字鍵盤,輸入指令,例如:G91G28Z0 ;G28X0Y0 ;輸入完一段或幾段程式後,點" INPUT/CALC "鍵确認,然後點選機械操作面闆上的"循環啟動"按鈕,執行 MDI 程式。
Ø 選擇操作面闆上的"手動資料"操作模式,再按數控操作面闆上的" EDIT/MDI "功能鍵,機床進入 MDI 模式,此時 CRT 界面出現 MDI 程式編輯視窗。
Ø 另外,在任一操作模式下,按" MONITOR "功能鍵,在"相對值"顯示畫頁下,可輸入 M 、 S 、 T 指令,然後按" INPUT "鍵執行這些輔助功能指令。
例如:鍵入" T2 " → " INPUT "可選刀,接着鍵入" M6 " → " INPUT "可換刀。
Ø
(四)對刀及刀補設定
(1)工件零點設定
Ø 裝夾好工件後,在主軸上裝上電子尋邊器,碰觸左右兩邊後, X 軸移動到此兩邊坐标中值的位置,再碰觸前後兩邊, Y 軸移到此兩邊坐标中值的位置處,然後按" TOOL/PARAM " →菜單軟鍵→"工件",顯示 G54/G55/…設定畫頁,在下方輸入區左端輸入#(54),移動光标到X下方,按"SHIFT" →"INPUT/CALC"提取目前X機械坐标,再按"INPUT/CALC"即可将此X值自動置入G54的X設定中;按↑光标鍵,確定左端括弧内為# (54),同樣地,将光标移到Y下方,按"SHIFT" →"INPUT/CALC" →"INPUT/CALC"即可将此時機械Y值自動置入G54的Y設定中。如果使用Z軸設定器對刀,則G54的Z值可設為-50。
(2)刀長補償設定
Ø 使用 Z軸設定器對某把刀具進行Z軸對刀,刀具停在剛剛接觸Z軸設定器上表面的位置處,然後按"TOOL/PARAM",在刀長補償設定畫頁,移光标到該刀号地 址處,按"SHIFT" →"INPUT/CALC" →"INPUT/CALC"即可将此時機械Z值自動置入對應刀長補償中。
(五)程式輸入與編輯
Ø 選擇MDI手動資料以外的任一操作模式,在數控操作面闆上按"EDIT/MDI"功能按鍵
Ø 按"一覽表"可浏覽檢索系統存貯器中已有的程式
l 按"呼叫"然後輸入程式号可調入已有的程式
l 按"程式"然後再輸入一個沒有的程式号可建立一個新程式
l 使用位址數字鍵輸入程式,每行以";"( EOB )号分隔,連續輸入一行或多行程式後,一定要按" INPUT/CALC "鍵确定,否則輸入無效
l MITSUBISHI 系統輸入編輯方式比較自由,可逐字元修改,但使用 DEL/INS 、 C.B/CAN 編輯鍵時要注意用法,按 CAN 鍵一次将删除整行程式資料。
l 編輯程式時,左右兩側區域都是程式顯示區,但編輯主要在左側區内進行,局部修改時可使用翻頁鍵将右側程式翻頁至左側,進而加快光标定位速度
DNC 程式輸入:
選擇 MDI手動資料以外的任一操作模式,在數控操作面闆上按"DIAGN/IN-OUT"功能按鍵,然後按"菜單"鍵切換到輸入/輸出畫頁;按"輸入"菜單 項,在下部輸入區輸入#(1),再将光标右移到下一括弧内,當PC電腦端作好準備後,并插好RS232通訊電纜,可按"INPUT/CLAC"鍵使之處于 接受狀态,然後在PC電腦端點"發送"即可。DNC傳送的波特率應設為9600。
(五)加工程式呼叫、 DNC 連線加工
Ø 選擇"自動加工(記憶操作)"操作模式,按" MONITOR "功能鍵切換到坐标顯示畫頁,再按"呼叫"菜單軟鍵,在 O ( xxxx )括号中輸入欲加工運作的程式号後,按" INPUT/CLAC "鍵,程式即被調入。工件和刀具準備好後,按"循環啟動"鍵即可開始自動加工運作。
Ø 若要從指定行開始運作,可在 O ( xxxx ) N ( xxxx )括号中指定程式番号和程式行号(或程式行特征字元),再按" INPUT/CLAC "鍵調用程式。
Ø DNC 加工:要進行連線加工,首先必須将使用者參數中輸出入參數的" #8109 "号參數設為 1 ,使之處于電腦連線 B 傳輸模式下。
Ø 選擇"連線加工"操作模式,在 PC 電腦端作好傳送準備,在機床操作面闆上按"循環啟動",然後再按下 PC 電腦端的"發送"鍵。DNC 連線加工時的波特率應設為 38400 。
五、程式設計執行個體
1、加工右圖 所示凸輪鋁件,編出對其上部進行輪廓銑削和鑽3孔并攻絲的加工程式
加工工藝:( 1)用盤刀飛上下表面。
( 2)用Φ16的銑刀粗切外形。
( 3)用Φ16的合金刀精修外形。
( 4)用Φ8.7的鑽頭鑽螺紋底孔。
( 5)用M10的絲錐攻絲。
以上表面為 Z零平面,加工工藝參數見下表:
精修外形和孔加工的自動換刀程式編寫如下頁
程式單(1)
O1111 主程式号
G90G80G40G49G17G94 ; 設定初始狀态
T1M6; 選擇一号刀加工
G90G54G0X0.Y-45.S2500M3 G43Z10H1; 設定工件坐标原點
G43Z10H1 設定刀長補償
G01Z-15.F800M8 加工凸輪深度
G41G1X-9.526Y-27.5H10 設定刀具半徑補償
X-19.053Y-11. 加工凸輪形狀
G2Y11.R22.
G1X-9.526Y27.5
G2X0Y33.R11.
Y-33.R33.
X-9.526Y-27.5R11.
G3X-23.187Y-23.84R10. 加工凸輪形狀
G1G40X-31.847Y-28.84 G0Z50.M9 擡刀
M5 主軸停止
G91G28Z0. Z軸回參考點
G28X0.Y0. X、Y軸回參考點
M01 暫停
T2M6 換二号刀
G90G54G0X22.0Y0S1500M3 設定二号刀工件坐标原點
G43Z10H2M8 設定刀長補償
G98G83Z-40.R5.Q8.F100 鑽孔
X0Y22. 鑽孔
Y-22. 鑽孔
G80M5 主軸停止
G91G28Z0M9
G28X0Y0 回參考點
M01 暫停
T3M6 換三号刀
G90G54G0X22.0Y0 設定三号刀工件坐标原點
G43Z10H2M8 設定三号刀刀長補償
M29S600 設定主軸速度
G94G98G84Z-38.R5.F900 攻絲
X0Y22.
Y-22.
G80M5
G91G28Z0M9 Z軸回參考點
G28X0Y0 X、Y軸回參考點