汽車半軸在機加工過程中易在徑向軸密封面上産生螺旋紋變形,這種變形被稱為扭紋角,扭紋角易導緻配合面的洩漏。本文介紹了如何用精密儀器實施相關測量方法,及适用于制造企業的檢測、評定旋轉密封面的扭紋角的方法。
汽車半軸的密封表面采用磨削加工工藝,在加工過程中主要由機床—工件—砂輪系統的振動而在零部件表面形成具有一定周期性的高低起伏,被稱為表面紋理。表面紋理中的扭紋結構(又稱為“扭紋角”)影響流體的流動特性,半軸上的回轉密封面同密封墊圈的接觸區域,它對零部件的密封效果起着重大的影響。半軸加工制造過程中如何檢測加工後的零部件是否存在扭紋結構就成了關鍵的品質控制手段。
扭紋角概述
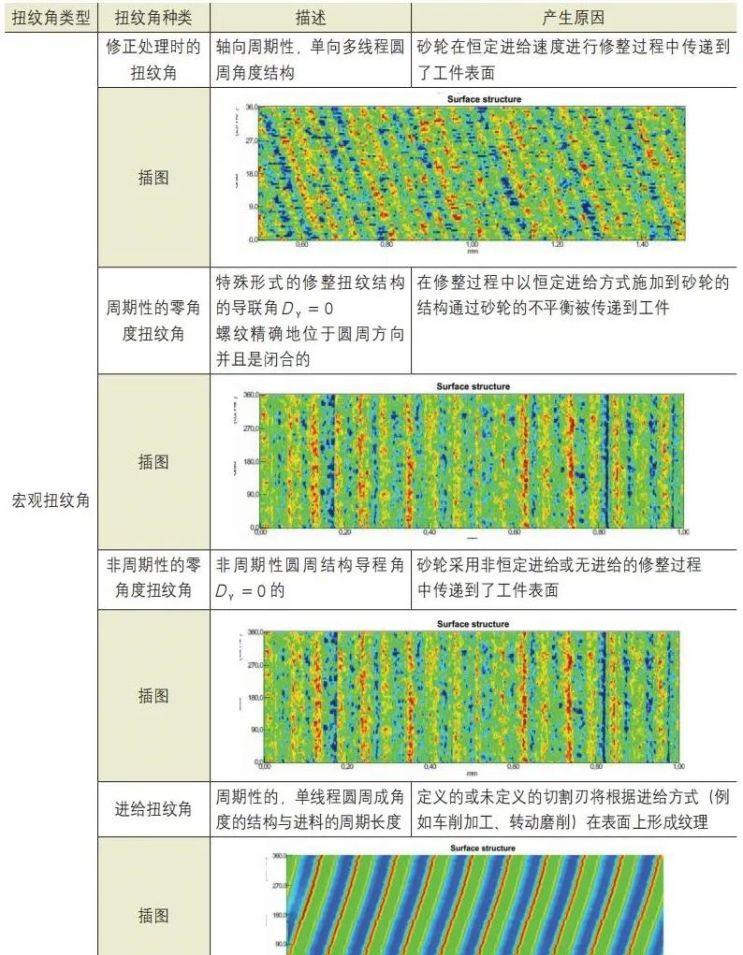
扭紋角是指回轉密封面的軸對稱表面上的整個圓周上觀察到的表面現象。扭紋角在圓周方向周圍的區域中顯示連續或間斷的螺紋,其包括零度角,幾弧分,并且針對結構而言具有很多數量的螺紋,甚至很大的角度。根據不同的類型扭紋角分為宏觀扭紋角及微觀扭紋角,具體分類标準見表1。通常回轉密封面磨削過程中要控制及檢測的就是宏觀扭紋角。
表 1 扭紋角的類型和特性
扭紋角檢測方法
1.現有的扭紋角檢測方法
需要在被檢查的密封表面的确定的圓周和軸線區域上的足夠數量的測量資料用于宏觀扭紋角的評估。為了可靠地确定加工結構,軸向的橫向分辨率必須高于圓周方向的分辨率。
宏觀扭紋角的标準測量方法是具有軸向測量進給方向的輪廓方法。測試樣件采用圓周方向的方式進行裝夾定位(例如幾何測量儀器,旋轉進給)。
必須限制旋轉進給到分量軸的平行度偏差,以防止擺動誤差對測量結果有重大影響。标準測量方法的測量政策和測量條件在圖1中規定。通常采用高精度的粗糙度儀對工件的回轉密封面進行全覆寫的微觀形貌檢測,以驗證扭紋角是否存在。實施這個檢測需要一台精密的伺服轉台,以提供精确的轉動速度。測頭沿軸向做直線運動,測量長度和采樣密度都是事先設定的。當完成一次檢測後,會帶動工件轉過一定的角度,而傳回的測頭又開始下一次測量。具體檢測條件見表2。

圖 1 采用高精度粗糙度儀檢測扭紋角示意圖
表 2 檢測條件
2.改進後的檢測方法
上述方法雖然很精确,依據扭紋角構造的特征進行評定也很規範,但是完成一次測量往往需要2h,在大批量生産過程中應用過于局限,是以必須有一種更為簡單快速的方法進行檢測。通過大量的實踐及試驗,提出了一種快速、實用的檢測方法。
以一台能帶動工件進行旋轉的軸類測量儀器作為主體,再加上特定重量的懸置砝碼就可以完成(圖2)。具體的檢測條件如下:
圖 2 扭紋角快速檢測方法及示意
1)采用可順時針及逆時針方向旋轉的車床或試驗裝置,将軸杆裝入其中心軸以便測量。
2)借助機械水準儀将軸杆置平。
3)用油解溶劑和無絨布清洗回轉密封面表面。
4)用幹燥無絨布對回轉密封面表面加以幹燥。
5)用已加好特定重量的砝碼的線圈放置在要進行評估的零部件表面:線圈為3股100%純棉加強縫紉線,直徑為0.23mm,必須為圓柱形,柔軟平滑且無塗層;線必須是剪斷而非撕裂開;棉線應足夠長,産生的弓形與軸的測量表面要有220°~240°的接觸;每一步測量後都要更換新線(如每根軸進行完第6步後換新棉線,每根軸進行完第7步後更換新棉線)。
6)低速、勻速旋轉軸杆,10~60r/min轉8轉,可用電動機帶動:如果棉線在軸正轉反轉中都沒有沿軸杆方向前進,則辨別無扭紋角;如果棉線隻在軸向一個方向旋轉時出現前進,那麼也許軸杆沒有放置水準,或軸杆呈現錐形;如果棉線沿軸杆前進,用相同的轉速反轉軸杆,若棉線再次以相同的速率移動,則說明檢測部位存在扭紋角;如果存在扭紋角,扭紋角可通過對應棉線的移動位移的旋轉圈數來确定,這個資料可以計算螺旋角度。
7)在整個回轉密封面表面塗一層WD40油薄膜,重複步驟6),油膜必須覆寫整個回轉密封面表面,但不應從表面滴下。
8)如果扭紋角在步驟6)或步驟7)中被證明,根據其方向描述為“左旋”或“右旋”。當軸杆以順時針方向旋轉時(從回轉密封面空氣端看去),懸重棉線向右移動或移向密封檔的空氣一端,則扭紋角被稱為右旋,右旋會造成油向空氣一端泵出;當軸杆以順時針方向旋轉時(從回轉密封面空氣端看去),懸重棉線向左移動或移向油密封檔,則扭紋角被稱為左旋,左旋會造成空氣抽進油封端。
總結
軸類零部件回轉密封面上的扭紋角作為磨削加工後産生的一種微觀紋理現象,在平常的粗糙度檢測結果中無法反映出來。是以按照圖紙和工藝要求加工出來的回轉密封面雖然圓度及粗糙度是合格的,但是由于存在扭紋角,零部件在運動過程中密封區域的油脂會存在溢出的風險。如何建立一個簡單又快捷的檢測方法有助于提高生産加工機關在批量制造過程中的品質控制能力,排除産品的品質隐患。
來源:AI《汽車制造業》
作者:陳小敏 夏哲帆
工作機關:萬向錢潮股份有限公司等速驅動軸廠
【重要聲明】本文為原創文章,未經允許不得轉載
更多閱讀
【AI原創】電驅系統行星齒輪機構齒圈加工工藝
【AI原創】鋁合金變速器殼體工頻加熱裝配的創新應用
【AI原創】淺談變速器殼體鋼球壓裝力影響因素
【AI原創】整車(AEB/ACC)雷達常見裝配問題及解決方法
投稿請發送郵件到:
(歡迎行業内人士踴躍投稿,将你們的文章分享給大家)