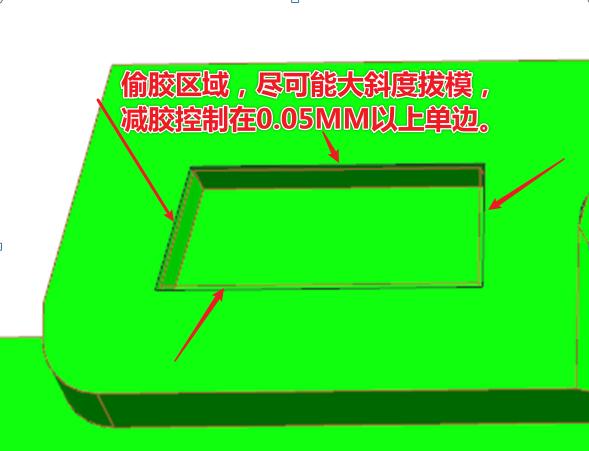
1.産品局部存在肉厚不勻的情況下,需要做偷膠處理,偷膠區域拔模減膠控制在0.05~0.2mm以上,如果是大産品的情況下,盡能大斜度拔模。
2.卡扣正常的作用是平面限位,兩側基本上是避空狀态,在沒有公差要求的情況下,盡可能大角度拔模,盡量控制在5度以上。

3.産品面存在前後模分型時,因為前後模的拔模方向剛好相反,是以分型線區域會存在段差,為了使段差不影響産品的外觀,正常情況下在公模側做反段差0.02~0.05mm,如果是大産品的情況下,段差也允許做到0.1~0.15mm以内。
4.裝配面,為了防止模具加工精度的誤差,以及材料收縮不一緻性,前期模具上做留鐵處理,防止模具燒焊。
具體的預留量需要根據不同的産品材質以及裝配精度來評估,如果沒有把握的情況下,盡量預留0.1~0.2mm.